Product Description
We are occupied with the standard procedure of supplying different sorts of item supplies to our significant supporters. Here we are giving Safety Light Barriers that is utilized in the optoelectronics system for securing smaller hazard areas. It is appreciated in the market because of its superb performance and highly durable nature. The entire provided Safety Light Barriers are properly checked on the various quality parameters before dispatching them from our premises. It is delivered by us within the promised time frame.
Advanced Safety for Industrial ApplicationsEngineered for demanding industrial settings, our Safety Light Barriers utilize infrared light sensors for dependable, non-contact detection. They offer seamless protection from hazardous equipment, ensuring employee safety and compliance with industry standards.
Reliable Performance in Tough ConditionsWith an IP65 rating and a sturdy aluminum-polycarbonate body, these safety barriers operate efficiently in environments prone to dust, moisture, and temperature variations. Their robust design guarantees uninterrupted safety monitoring all year round.
Flexible Installation and Easy IntegrationOur light barriers are lightweight and easy to install with their fixed mount design. Standard cable lengths are available, but options for customization ensure compatibility with diverse automation setups in various industrial environments.
FAQs of Safety Light Barriers:
Q: How do I install the Safety Light Barrier in my industrial facility?
A: To install the Safety Light Barrier, securely mount it in a stationary position using the fixed mount hardware provided. Connect it to your existing safety system using the wired interface, and supply 24V DC power. Detailed instructions are included to assist proper alignment and operation.
Q: What environments are these light barriers suitable for?
A: These barriers are designed for industrial environments where safety from moving machinery is essential. The IP65 rating and robust construction allow them to be used in areas exposed to dust, water splashes, and varying temperaturesfrom -10C to 55C.
Q: When should I choose an infrared safety light barrier over other types?
A: Select an infrared safety light barrier when you require precise, non-contact detection between hazardous machine parts and personnel, especially in situations that demand high reliability and regular automated operation.
Q: What process does the light barrier use to detect safety breaches?
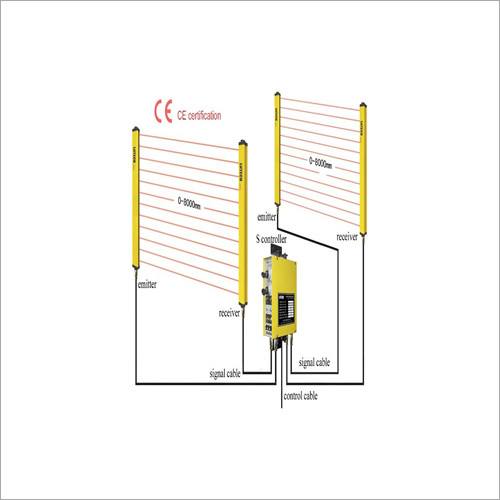
A: The barrier emits infrared beams between transmitter and receiver units. If the beam is interrupted, the photoelectric sensor instantly signals the control system to initiate a safety response, such as stopping machinery to prevent accidents.
Q: Where can I customize the cable length for my application?
A: You can request a customized cable length directly when placing your order. Our team will ensure the cable fits your facility layout and installation requirements for optimal integration.
Q: What are the main benefits of using these safety light barriers?
A: Key benefits include enhanced worker safety, compliance with CE certification, precise alignment, quick installation, and proven performance across a range of challenging industrial conditions.